地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com
在精密鑄造領域,鋁合金憑借輕量化、耐腐蝕、力學性能均衡等優勢,成為汽車、電子、家電等行業的核心材料。但面對多樣的鑄造工藝,很多企業會陷入選型困境:同樣是精密成型,為何鋁合金更適配壓鑄工藝,而非熔模精密鑄造?今天,吉邦精密結合多年行業實踐經驗,從材料特性、工藝適配性、生產效益三大核心維度,為您深度解密這一行業共性問題。
一、先搞懂核心前提:鋁合金的鑄造工藝特性
材料特性是工藝選型的基礎,鋁合金的鑄造性能直接決定了其與不同工藝的適配度。根據國際金屬加工網的專業數據,鋁合金的核心鑄造特性可概括為四點:
一是流動性優異,尤其是共晶鋁合金,能在一定溫度下快速填充型腔;
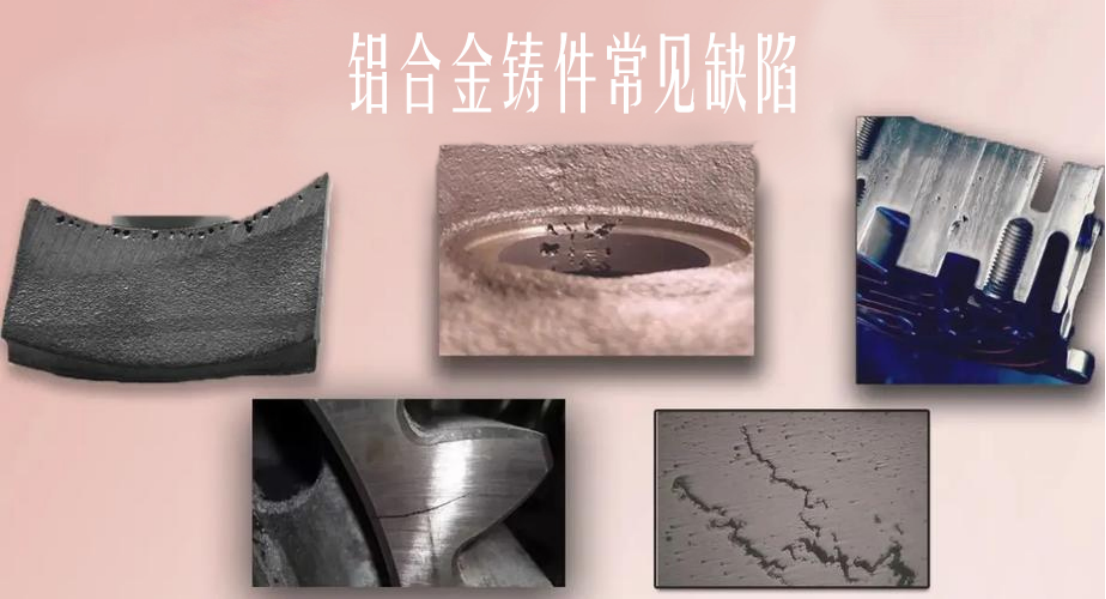
二是收縮性可控,但其液態收縮與固態收縮的差值較大,易產生縮孔、縮松缺陷;
三是吸氣性明顯,高溫下易吸收氫氣形成針孔,影響鑄件致密性;
四是導熱性好,冷卻速度快,對成型節奏要求較高。這些特性看似普通,卻在根本上決定了它與壓鑄、熔模精密鑄造的“適配溫差”。

二、核心對比:壓鑄與熔模精密鑄造的工藝適配差異
壓鑄和熔模精密鑄造雖同屬精密成型工藝,但工藝原理、成型條件的差異,使其與鋁合金的適配性呈現顯著分化。我們從關鍵工藝環節逐一拆解:
1. 充型方式:鋁合金流動性與壓鑄高壓高速完美契合
壓鑄工藝的核心優勢的是“高壓高速充型”——熔融金屬在10-175兆帕的高壓下,以極快速度注入精密金屬模具,整個充型過程僅需0.01-0.2秒。
這種方式恰好匹配了鋁合金的高流動性特性:鋁合金在660°C-750°C的熔煉溫度下,能在高壓作用下瞬間填滿復雜薄壁型腔,甚至可成型0.5mm的超細壁厚結構,比如5G天線外殼、筆記本電腦散熱模組等精密零件。
而熔模精密鑄造采用的是“重力充型”:通過熔化蠟模形成型腔,再將熔融金屬緩慢注入陶瓷殼模。
這種低速充型方式,難以充分發揮鋁合金的流動性優勢,反而容易因冷卻速度快導致充型不完整,尤其針對復雜薄壁件時,成型缺陷率會大幅上升。
更關鍵的是,鋁合金的吸氣性會在低速充型過程中加劇,大量氫氣無法及時逸出,最終形成針孔缺陷,嚴重影響鑄件氣密性。
2. 凝固控制:壓鑄保壓工藝破解鋁合金收縮難題
鋁合金的收縮特性是鑄造的核心難點——液態收縮與固態收縮的差值較大,若凝固過程中沒有足夠的補縮,極易產生縮孔、縮松。
壓鑄工藝通過“持續保壓冷卻”完美解決了這一問題:金屬液注入型腔后,模具會保持高壓直至鑄件完全凝固,借助外部壓力強制補縮,有效抑制收縮缺陷,讓鑄件組織更致密。
3. 模具適配:金屬模與鋁合金的熱穩定性更匹配
壓鑄采用的是耐熱鋼模具,能承受鋁合金反復熔煉的高溫沖擊,且模具內部設有冷卻通道,可精準控制模溫。一套壓鑄模壽命可達50萬次以上,完全滿足大批量生產需求。
熔模精密鑄造的陶瓷殼模則為“一次性模具”,需經制蠟、掛漿、燒結等多道工序制成,不僅生產周期長(單套模具制備需數小時),還無法承受鋁合金連續澆注的高溫沖擊。

三、生產效益與應用場景:壓鑄更符合鋁合金的產業化需求
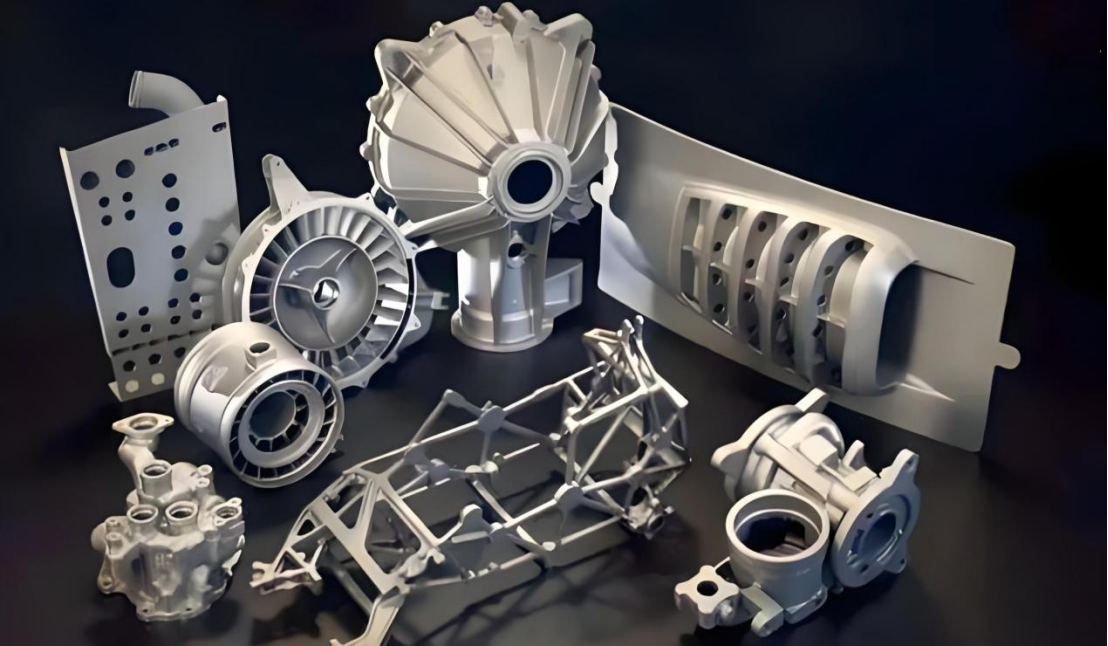
從行業應用來看,鋁合金的主要需求集中在汽車、電子、家電等大批量生產領域,而壓鑄工藝的生產特性恰好契合這一需求:
一是生產效率懸殊。壓鑄可實現全流程自動化,單件生產周期僅10-60秒,月產能可達10萬件以上;而熔模精密鑄造無法滿足鋁合金大規模應用的需求。
二是成本優勢顯著。壓鑄雖模具初期投入較高,但批量生產后單件成本大幅降低——10萬件批量下,壓鑄鋁合金零件的單件成本僅8-15元;而熔模精密鑄造因模具一次性使用、工序繁瑣,單件成本高達20-30元,性價比遠低于壓鑄。
三是應用場景匹配。鋁合金的核心應用場景如汽車底盤件、電子外殼、家電結構件等,均要求零件兼具精密性、輕量化和低成本,壓鑄工藝恰好能滿足這些需求。
而熔模精密鑄造更適合小批量、高復雜度的高溫合金零件(如航空發動機葉片),與鋁合金的主流應用場景錯位。
四、吉邦精密總結:選型的核心邏輯是“材料-工藝-場景”匹配
對于企業而言,選型時需牢記:若需大批量生產精密鋁合金零件,壓鑄是最優解;若為小批量、極高復雜度的特殊零件(非鋁合金主流需求),可考慮熔模精密鑄造。
吉邦精密深耕鋁合金壓鑄領域多年,憑借精準的工藝匹配和定制化解決方案,已為上千家企業提供高效生產支持。
如果您有精鑄零部件選型困惑,歡迎在評論區留言,吉邦精密專業團隊為您免費解答!











地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com

版權所有:惠州市吉邦精密技術有限公司 粵ICP備11048389號