地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com
在高端制造領域,熔模精密鑄造(又稱失蠟鑄造)憑借其高精度、復雜形狀成型能力,成為航空航天、醫療器械、汽車核心零部件等領域的關鍵工藝。作為專注于熔模精密鑄造的行業從業者,吉邦精密發現一個普遍現象:行業內極少采用鐵材質進行熔模精密鑄造。這并非偶然選擇,而是基于材質特性、工藝適配性、質量控制等多方面的科學考量。今天,我們就深入解密這一行業共識背后的核心原因。
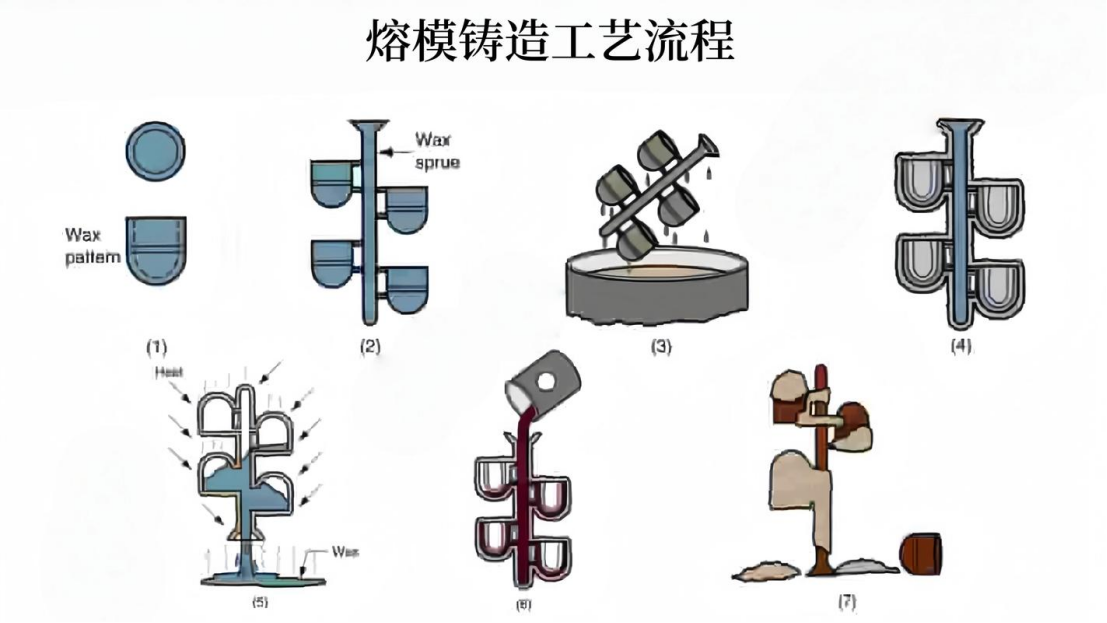
首先,從鐵材質的物理特性來看,其天生存在與熔模精密鑄造工藝不兼容的硬傷。熔模精密鑄造的核心優勢是“精密成型”,要求金屬液具備良好的流動性,才能完整填充蠟模留下的復雜型腔,保證鑄件細節完整。而工業常用的鑄鐵、純鐵等鐵材質,熔點高達1200~1400℃,遠高于鋁合金(660℃)等常用鑄造材質,高溫下金屬液黏度大、流動性極差。這就導致鐵液在澆注過程中,很難充滿薄壁、窄縫等復雜結構,極易出現缺肉、冷隔等缺陷,完全違背了熔模鑄造“精密”的核心訴求。
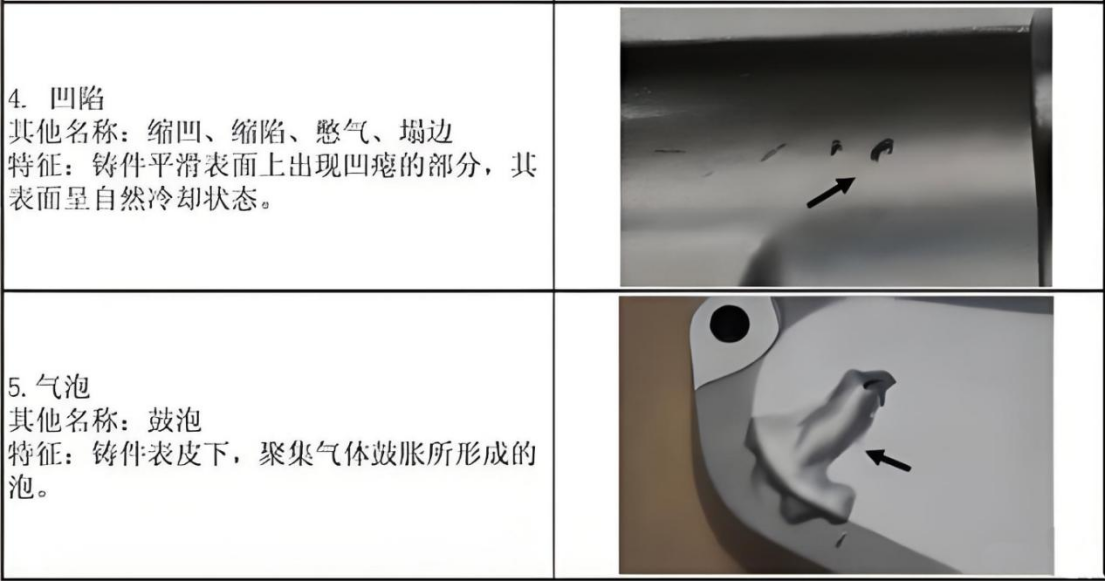
更關鍵的是,鐵材質的收縮特性會進一步加劇質量風險。熔模鑄造的型殼由多層耐火材料涂覆而成,強度有限且透氣性較差。鐵材質在凝固過程中體積收縮率約為3%,遠高于鑄鋼、鎳合金等材質,這種顯著的收縮會在鑄件內部產生巨大應力,一方面容易導致型殼破裂,造成跑火、夾渣等嚴重缺陷;另一方面會在鑄件內部形成縮孔、縮松,甚至引發裂紋。吉邦精密在工藝試驗中發現,即便是簡單結構的鐵材質熔模鑄件,內部縮孔缺陷率也高達30%以上,復雜結構件更是難以控制。
其次,鐵材質在熔模鑄造工藝環節中,會引發一系列化學污染與氧化問題。熔模鑄造需經過脫蠟、高溫焙燒、澆注、清殼等多道工序,其中高溫焙燒環節溫度可達800~1100℃。普通鐵材質在這一過程中會發生劇烈氧化,表面形成厚厚的Fe?O?氧化層。當高溫鐵液與氧化層接觸時,會發生化學反應生成CO、水蒸氣等氣體,這些氣體無法及時排出型殼,就會在鑄件內部形成氣孔缺陷。
更嚴重的是,若鑄造過程中使用鐵基工裝(如引流裝置),當澆注時間較長時,鐵基工裝可能被熔化,導致鐵元素混入鑄件本體,造成材質污染。有研究表明,當鑄件中鐵含量超標時,其抗拉強度會下降50%以上,塑性急劇降低,呈現明顯脆性,完全無法滿足高端零部件的性能要求。
從工藝適配性和經濟性角度分析,鐵材質也不具備競爭優勢。熔模鑄造的標準技術體系主要圍繞鑄鋼、鎳合金、鈷合金等材質構建,在最新的國家標準《熔模鑄件(鑄鋼、鎳合金和鈷合金)通用技術要求》中,明確規范了這些材質的化學成分、力學性能及工藝參數,卻未將鐵材質納入推薦范圍。這意味著生產鐵材質熔模鑄件時,需重新研發適配工藝,包括調整型殼配方、優化澆注系統、設計專用工裝等,研發成本極高。同時,鐵材質熔模鑄件的成品率普遍低于50%,即便經過工藝優化,也難以達到鑄鋼件80%以上的成品率水平。高研發成本疊加低成品率,使得鐵材質熔模鑄件的綜合成本遠高于其他材質,完全不具備經濟性。
可能有讀者會疑問:是否存在可用于熔模鑄造的鐵基材料?事實上,少數企業曾嘗試生產球墨鑄鐵熔模鑄件,但需采用高純度生鐵、專用球化劑,并嚴格控制熔煉溫度在1500~1600℃,即便如此,仍面臨球化處理困難、排氣不暢等問題,且成品率提升有限,僅適用于極少數特殊場景。對于絕大多數高端制造需求,吉邦精密更推薦采用不銹鋼、高溫合金等材質,這些材質不僅適配熔模鑄造工藝,且力學性能、耐腐蝕性更優,能更好地滿足航空航天、醫療器械等領域的嚴苛要求。

總結來說,熔模精密鑄造避開鐵材質,是材質特性、工藝適配性、質量控制與經濟性多方面權衡的結果。鐵材質的低流動性、高收縮率、易氧化等固有缺陷,與熔模鑄造追求高精度、高品質的核心目標存在根本性矛盾。隨著制造業轉型升級,熔模鑄造技術將進一步向高端材質適配方向發展,而鐵材質由于自身局限性,很難成為主流選擇。
如果您有熔模精密鑄造的材質選擇、工藝優化等相關問題,歡迎在評論區留言,吉邦精密將結合多年行業經驗為您解答。關注吉邦精密,帶您了解更多精密鑄造的行業干貨!











地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com

版權所有:惠州市吉邦精密技術有限公司 粵ICP備11048389號