地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com
在傳統制造模式中,發動機渦輪、汽車底盤支架、液冷系統泵閥等復雜結構件,往往需要經過沖壓、切割、焊接、打磨等多道工序才能成型。這種模式看似成熟,卻暗藏諸多難以破解的痛點。
從成本來看,多工序意味著需要更多的設備投入和人工成本。更關鍵的是,工序越多,物料損耗和廢品率越高。從效率來看,串行的工序流程讓產品開發周期冗長,僅模具反復修改就會讓開發周期延長40%以上,根本無法適配新能源汽車等行業的快速迭代需求。
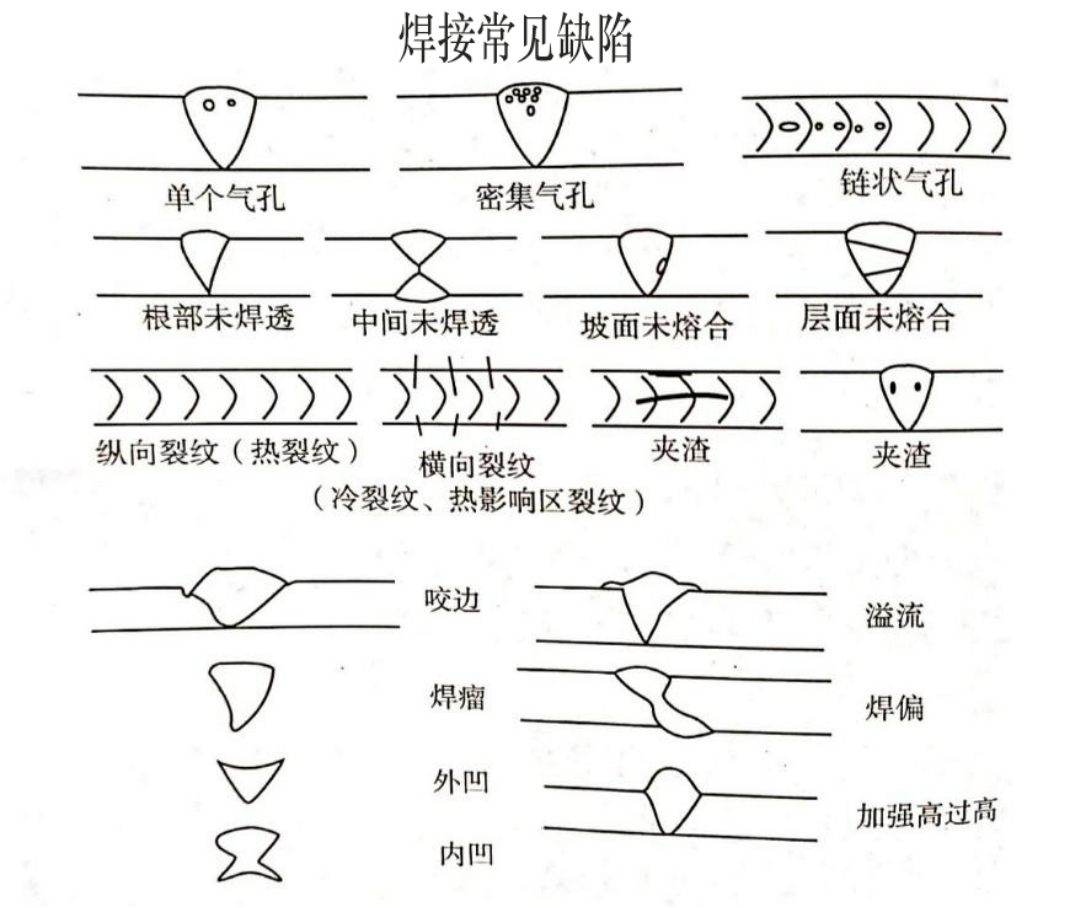
更致命的是質量隱患。焊接接頭處容易成為結構薄弱點,在高溫、高壓等惡劣工況下,很容易出現開裂、滲漏等問題。尤其是在汽車排氣系統、醫療器械等對可靠性要求極高的領域,焊接缺陷可能直接引發安全事故。破解多工序焊接難題,成為制造業升級的關鍵突破口。
核心突破:熔模精鑄如何實現一次成型?
吉邦精密的破局之道,在于對熔模精鑄技術的深度掌控與創新。
其實很多工程師或者采購對熔模精密鑄造這個工藝非常陌生。
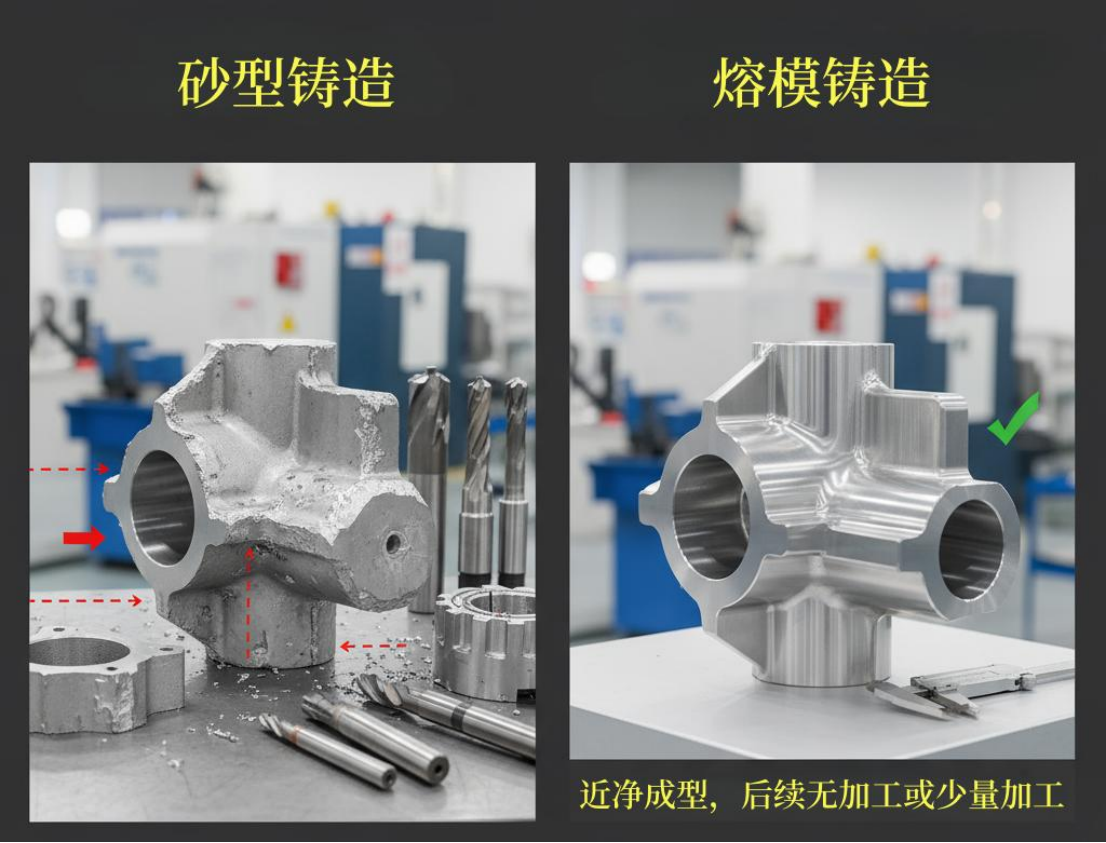
很多人會把它和砂鑄相混淆,覺得它精度不高,表面粗糙還容易出現沙眼,后期加工起來很麻煩。
其實熔模精密鑄造是一項非常高端的金屬成型工藝,航空發動機、燃氣輪機渦輪葉片,是典型的薄壁、異形、帶復雜內腔的精密構件。熔模精密鑄造是目前唯一的大批量量產工藝。
熔模精鑄又稱失蠟鑄造,核心流程看似簡單:先制作與成品一致的蠟模,再在蠟模表面多層涂覆耐火涂料并干燥硬化形成陶瓷型殼,隨后高溫熔掉蠟模,最后將金屬液澆注入型殼,冷卻后打破型殼就能得到成品。
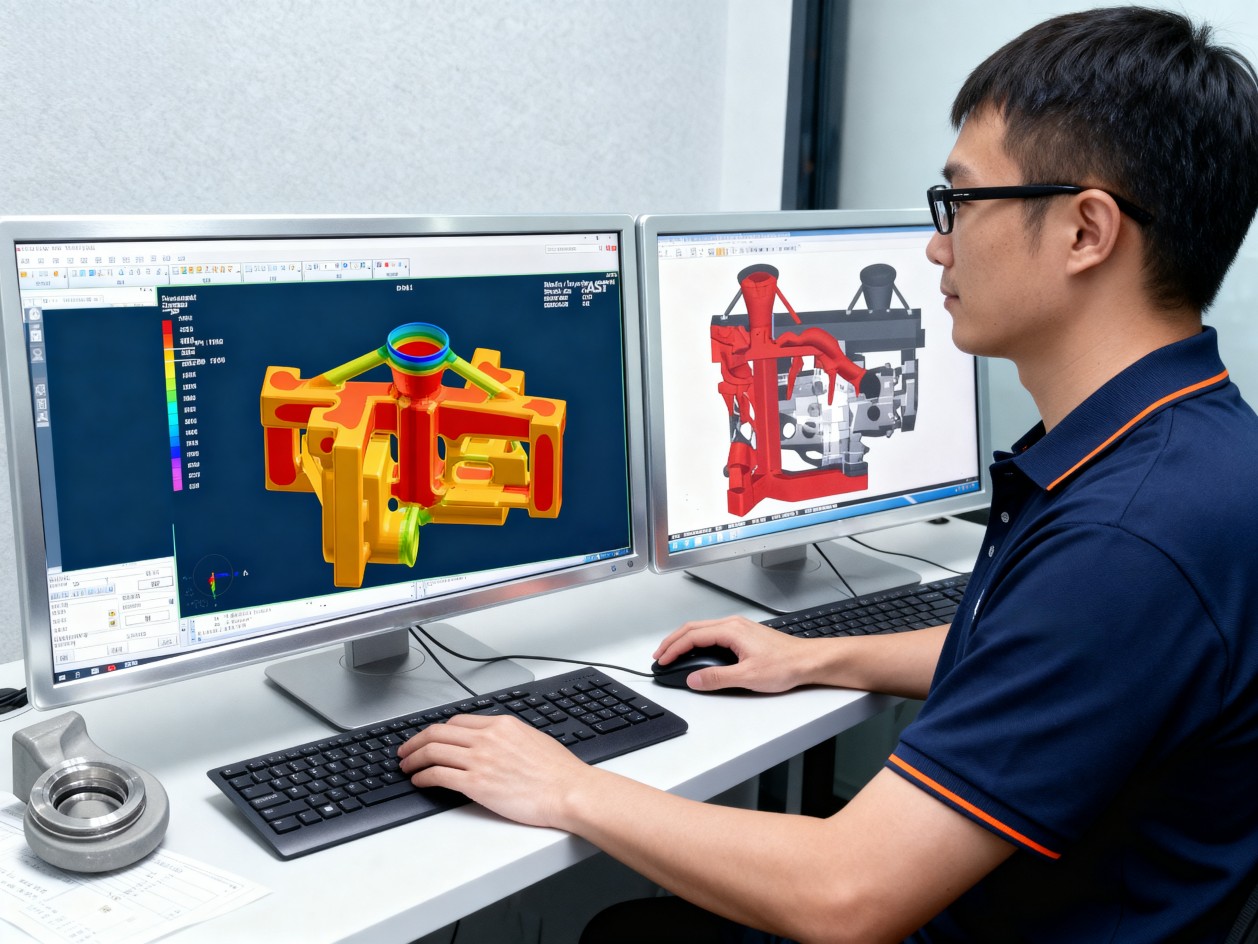
與傳統工藝不同,吉邦精密將CAD/CAE仿真模擬、3D打印等數字技術融入全流程:通過CAD軟件精準設計三維蠟模結構,借助CAE仿真提前預測縮孔、裂紋等缺陷,成品合格率提升40%以上;利用3D打印蠟模,將傳統數月的生產周期縮短至1-3天,實現復雜構件的快速迭代。這種數字化升級,讓熔模精鑄從“工匠技藝”變成了“智能制造”,也為復雜結構件一次成型提供了核心支撐。
技術優勢:降本、提質、增效三位一體
告別多工序焊接后,吉邦精密的熔模精鑄技術展現出“降本、提質、增效”的三位一體優勢,這也是其成為行業標桿的關鍵所在。
在降本方面,一次成型直接省去了焊接、多次機加工等工序,某汽車尾氣排放EGR部件項目中,吉邦精密將原有復雜流程簡化為“熔模精鑄+CNC+檢測”,綜合制造成本降低20%以上。同時,其鑄件表面粗糙度Ra≤1.6μm,尺寸精度達CT4-6級,多數零件無需額外打磨即可直接裝配,廢品率控制在1%-3%以內,遠低于行業平均水平,進一步降低了損耗成本。
在提質方面,一體化成型徹底消除了焊接接頭的薄弱環節,零件整體強度和穩定性大幅提升。比如為豐田汽車供應的排氣系統關鍵部件,需長期承受950℃高溫,通過吉邦精密的熔模精鑄技術,不僅完美滿足性能要求,還成為該部件的獨家供應商。在醫療器械領域,其生產的植入級零部件良品率穩定在98%以上,完全符合行業嚴苛標準。
在增效方面,除了3D打印帶來的快速迭代,吉邦精密創新的“預研端聯合開發”模式更是錦上添花。在產品概念設計階段就主動介入,聯動客戶開展協同研發,通過DFM分析提前優化結構與工藝,最快1-3個月即可完成從概念到樣品的轉化,新品開發周期縮短50%以上。
實證案例:從汽車到醫療的多領域落地
技術的價值最終要靠實踐檢驗,吉邦精密的熔模精鑄技術已在多個高端領域落地生根,用實效證明了其可靠性。
在新能源汽車領域,底盤復雜支架項目中,采用熔模精鑄實現鏤空、空腔結構一體化成型,完美適配新能源汽車輕量化、快速迭代的需求。
在AIDC液冷領域,其研發的精密鑄造零部件通過復雜結構一體化成型技術,尺寸公差控制精準,保障了液冷系統的密封性能與散熱效率,為數據中心穩定運行提供核心支撐。在醫療器械領域,人工關節假肢等植入級零部件通過全流程質量管控,贏得了行業信賴。

結語:技術創新引領制造升級新方向
當下制造業的競爭,早已不是“拼價格、降品質”的初級階段,而是“靠技術、優模式”的深層博弈。吉邦精密用熔模精鑄技術告別多工序焊接,不僅解決了行業的共性痛點,更重構了精密制造的成本邏輯與效率邏輯。
作為國家級“專精特新”小巨人企業,吉邦精密憑借20余年的技術沉淀、全產業鏈服務能力以及850噸/月的產能保障,已成為英偉達、豐田、華為等知名企業的合作伙伴。未來,隨著數字化、綠色化轉型的推進,這樣的技術創新型企業必將引領中國精密制造邁向更高水平。對于被多工序焊接、高成本、低效率困擾的制造企業來說,吉邦精密的實踐無疑提供了一條可借鑒的升級路徑。











地址:廣東省惠州市惠東縣白花鎮長塘第二工業區
業務聯系:18198482880
Email:gepoint@jbcasting.com

版權所有:惠州市吉邦精密技術有限公司 粵ICP備11048389號